


產(chǎn)品介紹
GSK 928TD(-L)車床數(shù)控系統(tǒng)采用32位高性能工業(yè)級的CPU和超大規(guī)模可編程器件CPLD構(gòu)成控制核心,實現(xiàn)μm 級精度運動控制。在操作上沿襲了GSK928TEa 方便、簡明、直觀的界面風(fēng)格,具有較強(qiáng)的功能及穩(wěn)定的性能。在系統(tǒng)操作、安全、加工精度及加工效率方面具有突出特點。可與本公司生產(chǎn)的交流伺服驅(qū)動裝置匹配使用,也可根據(jù)客戶的要求配置其他驅(qū)動裝置。
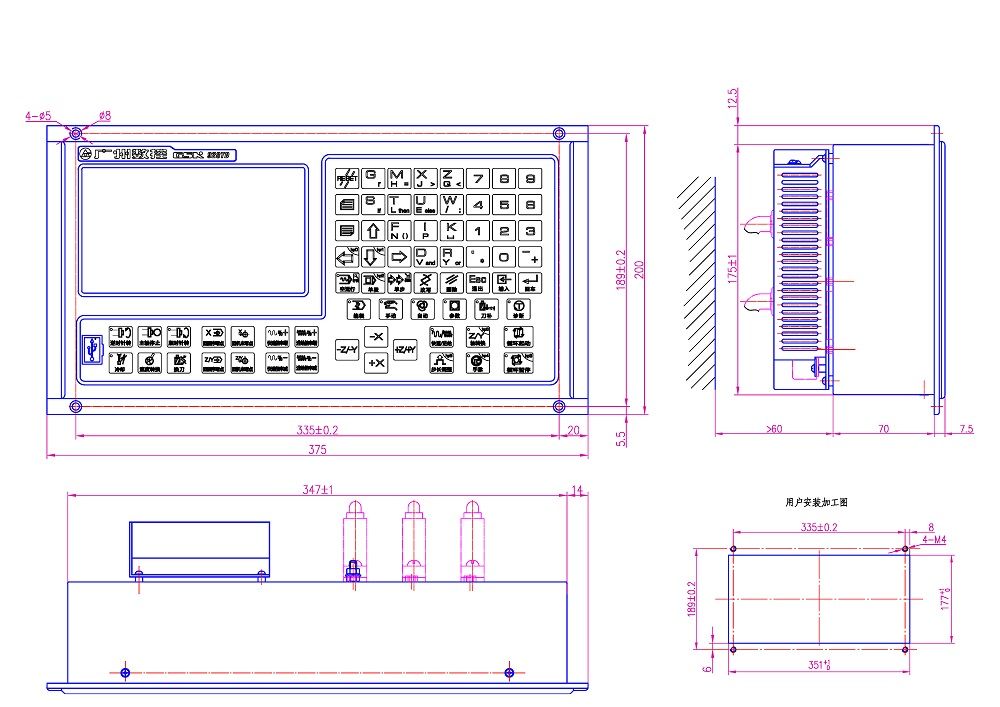
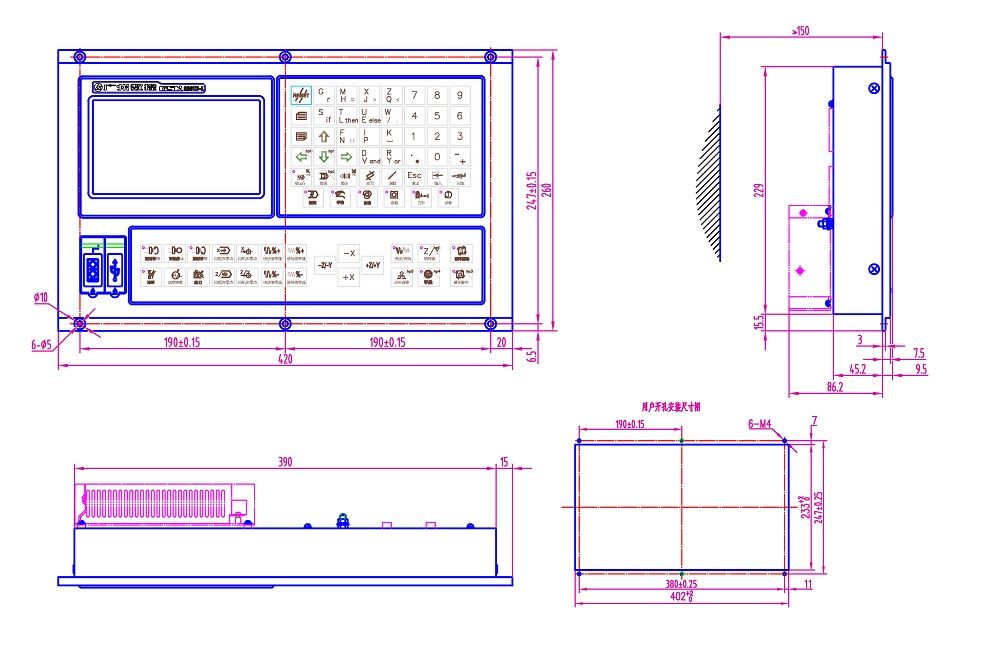
GSK 928TD-L與GSK 928TD的不同在于安裝尺寸,928TD為小面板(375×200mm),GSK928TD-L 為大面板(420×260mm)。
產(chǎn)品特點
◆同步流程提高加工效率
多個指令同步執(zhí)行-------非關(guān)聯(lián)的附件可以同時動作,減少等待時間,從而提高加工效率。
獨立控制送料機(jī)-------可通過M自定義指令編程進(jìn)行送料機(jī)控制。
◆功能(組合)豐富、實用
舊螺紋修復(fù)功能組合,用于修復(fù)翻新礦山鉆頭;
特殊的軌跡偏移加工功能組合;
當(dāng)執(zhí)行T換刀等失敗報警后,可再次重復(fù)執(zhí)行,不必終止程序。
◆性能優(yōu)越
短直線高速平滑插補(bǔ)-------采取前瞻控制的方式實現(xiàn)程序段間高速銜接過渡。
輸出脈沖平順均勻-------著重于改善切削狀態(tài)下輸出脈沖的均勻性,從而改善精切的精度、工件表面紋路、刀尖頓痕等重要指標(biāo);力求在較差條件的車床上,也能夠加工出合格的工件。
◆操作方便、易于掌握
公/英制操作轉(zhuǎn)換;
多國語言界面轉(zhuǎn)換(英/土/俄/中);
通過M自定義指令編程實現(xiàn)特殊控制;
模擬加工軌跡圖形仿真;
具有多級密碼鎖,包括參數(shù)鎖、程序鎖、加工時間鎖;
一鍵裝機(jī),方便機(jī)床廠批量生產(chǎn)。
◆安全功能突出
刀尖軟限位,防止刀尖與卡盤發(fā)生碰撞;
機(jī)床軟限位,防止拖板超出行程;
輕松設(shè)置在緊急狀態(tài)下,是否關(guān)閉各種附件裝置的輸出狀態(tài);
限制操作者超越權(quán)限修改參數(shù)。
技術(shù)參數(shù)
|
運動控制 |
控制軸:X軸、Z軸、;同時控制軸(插補(bǔ)軸):2軸(X、Z) |
|
插補(bǔ)功能:X、Z二軸直線、圓弧、螺紋插補(bǔ) |
|
|
位置指令范圍:-9999.999 mm~9999.999mm;最小指令單位:0.001mm |
|
|
電子齒輪:指令倍乘系數(shù)1~99999,指令分頻系數(shù)1~99999 |
|
|
快速移動速度:最高15000mm/min; 快速倍率:F25%、50%、75%、100%四級實時調(diào)節(jié) |
|
|
切削進(jìn)給速度:最高6000mm/min; 進(jìn)給倍率:0~150%十六級實時調(diào)節(jié) |
|
|
手動進(jìn)給速度: 0mm/min~1260mm/min十六級實時調(diào)節(jié),或可即時自定義進(jìn)給速度 |
|
|
手脈進(jìn)給:0.001mm、0.01mm、0.1mm三檔 |
|
|
加減速:切削進(jìn)給可選用指數(shù)型加減速或線性加減速 |
|
|
G 代碼 |
38條G指令,包括直線、圓弧、螺紋加工及多種固定循環(huán)、復(fù)合循環(huán)功能 |
|
螺紋加工 |
可加工單頭/多頭公英制直螺紋、錐螺紋、端面螺紋;螺紋退尾長度、角度和速度特性可設(shè)定,高速退尾處理;螺紋螺距:0.001mm~500mm或0.06牙/英寸~25400牙/英寸;具有攻絲功能 |
|
主軸編碼器:編碼器線數(shù)可設(shè)定范圍:100 p/r~5000p/r;編碼器與主軸的傳動比:1:1 |
|
|
精度 補(bǔ)償 |
反向間隙補(bǔ)償:0 mm~10.000mm |
|
刀具補(bǔ)償:16刀位、64組刀具長度補(bǔ)償 對刀方式:試切對刀、定點對刀; 刀補(bǔ)執(zhí)行方式:修改坐標(biāo)執(zhí)行刀補(bǔ)、移動刀具執(zhí)行刀補(bǔ) |
|
|
M 代碼 |
基本的輔助功能M代碼指令43條,由用戶自定義實現(xiàn)特殊功能控制的M指令25條 |
|
T 代碼 |
最多16個刀位(T01□□~T16□□),設(shè)定刀架類型參數(shù)來選擇換刀的控制過程 使用排刀時,刀架類型設(shè)為0 |
|
主軸轉(zhuǎn)速 控制 |
轉(zhuǎn)速開關(guān)量控制模式:S指令4檔直接控制輸出范圍為S01~S04;或16檔BCD編碼輸出范圍為S00~S15 |
|
轉(zhuǎn)速模擬電壓控制模式:S指令代碼給定主軸每分鐘轉(zhuǎn)速或切削線速度(恒線速控制),輸出0~10V電壓給主軸變頻器,主軸無級變速,支持4檔主軸機(jī)械檔位M41~M44 |
|
|
I/O 功能 |
I/O功能診斷顯示 |
|
I/O口:23點輸入/18點輸出 |
|
|
顯示界面 |
顯示器:480×234點陣(模擬屏)、800×480點陣(數(shù)字屏)彩色液晶顯示界面(LCD) |
|
顯示方式:中文或英文顯示界面由參數(shù)設(shè)置;可實時顯示加工軌跡圖形 |
|
|
程序編輯 |
程序容量:最多255個程序,程序總?cè)萘?/span>4400KB |
|
編輯方式:全屏幕編輯,支持相對/絕對坐標(biāo)混合編程,支持程序調(diào)用,支持子程序多重嵌套 |
|
|
程序繪圖檢查 |
|
|
通信 |
具有USB;CNC與USB雙向傳送程序、參數(shù)、刀補(bǔ) 支持系統(tǒng)軟件USB下載升級 |
|
適配驅(qū)動 |
脈沖+方向信號輸入的數(shù)字式交流伺服或步進(jìn)驅(qū)動裝置 |
指令表
|
指令代碼 |
功 能 |
指令代碼 |
功 能 |
|
G40 |
取消刀尖半徑補(bǔ)償 |
G90 |
外圓內(nèi)圓柱面循環(huán) |
|
G41 |
刀尖半徑左補(bǔ)償 |
G92 |
螺紋切削循環(huán) |
|
G42 |
刀尖半徑右補(bǔ)償 |
G94 |
外圓內(nèi)圓端面循環(huán) |
|
G00 |
快速移動 |
G22 |
局部循環(huán)開始 |
|
G01 |
直線插補(bǔ) |
G80 |
局部循環(huán)結(jié)束 |
|
G02 |
逆圓插補(bǔ)(逆時針) |
G04 |
延時 |
|
G03 |
順圓插補(bǔ)(順時針) |
G71 |
外圓粗、精車循環(huán)指令組 |
|
G05 |
圓弧插補(bǔ) |
G72 |
端面粗、精車循環(huán)指令組 |
|
G32 |
攻絲循環(huán) |
G73 |
封閉切削循環(huán)指令組 |
|
G33 |
等螺紋切削 |
G96 |
恒線速開 |
|
G38 |
剛性攻牙、套絲 |
G97 |
恒線速關(guān) |
|
G26 |
回程序參考點 |
G98 |
每分進(jìn)給 |
|
G28 |
回機(jī)床零點 |
G99 |
每轉(zhuǎn)進(jìn)給 |
|
G30 |
回第2、3程序參考點 |
G31 |
跳步功能 |
|
G50 |
工件坐標(biāo)系設(shè)定 |
G35 |
I/O信號顯示 |
|
G51 |
恢復(fù)工件坐標(biāo)系 |
G66 |
記憶當(dāng)前坐標(biāo)點 |
|
G74 |
端面鉆孔循環(huán) |
G67 |
返回G66記憶的坐標(biāo)點 |
|
G75 |
外圓內(nèi)圓切槽循環(huán) |
G20 |
英制單位選擇 |
|
G76 |
多重螺紋切削循環(huán)指令組 |
G21 |
公制單位選擇 |
M — 輔助功能(指令表)
|
指 令 代 碼 |
功 能 |
指 令 代 碼 |
功 能 |
|
M00 |
暫停等待起動 |
M80 |
撤消尾座的輸出信號 |
|
M02 |
程序結(jié)束 |
M95 |
工件計數(shù) |
|
M20 |
程序結(jié)束循環(huán)加工 |
M96 |
調(diào)用循環(huán)執(zhí)行 |
|
M30 |
程序結(jié)束關(guān)主軸、關(guān)冷卻液 |
M97 |
程序轉(zhuǎn)移 |
|
M03 |
主軸順轉(zhuǎn) |
M98 |
子程序調(diào)用 |
|
M04 |
主軸逆轉(zhuǎn) |
M99 |
子程序返回 |
|
M05 |
主軸轉(zhuǎn)動停止 |
M21 |
置1號用戶輸出有效 |
|
M08 |
開冷卻液 |
M22 |
置1號用戶輸出無效 |
|
M09 |
關(guān)冷卻液 |
M23 |
置2號用戶輸出有效 |
|
M10 |
卡盤夾緊 |
M24 |
置2號用戶輸出無效 |
|
M11 |
卡盤松開 |
M91 |
1號用戶輸入有效時等待,直到輸入無效 |
|
M12 |
撤銷卡盤的輸出信號 |
M92 |
1號用戶輸入無效時等待,直到輸入有效 |
|
M13 |
輸出主軸夾緊信號 |
M93 |
2號用戶輸入有效時等待,直到輸入無效 |
|
M14 |
撤銷主軸夾緊信號 |
M94 |
2號用戶輸入無效時等待,直到輸入有效 |
|
M32 |
潤滑開 |
M86 |
按照ModBus通訊協(xié)議發(fā)送信息 |
|
M33 |
潤滑關(guān) |
M87 |
主軸定向控制 |
|
M41 |
主軸換第一檔 |
M88 |
撤消主軸定向控制 |
|
M42 |
主軸換第二檔 |
M50~M74 |
自定義指令 |
|
M43 |
主軸換第三檔 |
M81 |
根據(jù)輸入信號的狀態(tài)進(jìn)行控制 |
|
M44 |
主軸換第四檔 |
M82 |
輸出控制并檢測 |
|
M78 |
尾座前進(jìn) |
M83 |
根據(jù)輸出信號的狀態(tài)進(jìn)行控制 |
|
M79 |
尾座后退 |
M84 |
在指定時間內(nèi)檢測輸入信號 |
配置軟件
|
版本號 |
說 明 |
|
V3.40(GSK928TEa/TD/TD-L共用版本) |
標(biāo)準(zhǔn)中英文版軟件 |
安裝尺寸
GSK 982TD 安裝尺寸:
GSK 928TD-L 安裝尺寸:
訂貨型號
|
型 號 |
說 明 |
|
GSK928TD |
鋁合金面板(375mm×200mm)、彩屏顯示器 |
|
GSK928TD-L |
鋁合金面板(420mm×260mm)、彩屏顯示器 |
|
GSK928TD-B |
GSK928TD-B箱式裝配 |
|
GSK928TD-L-B |
GSK928TD-L-B箱式裝配 |
1011061863@qq.com
 豫公網(wǎng)安備41019702004594號
豫公網(wǎng)安備41019702004594號






