“做世界一流的
精度高、材料與結(jié)構(gòu)雙重難加工的特性,讓航空零部件的制造總是很難在品質(zhì)與效率間達(dá)到平衡。由此,工藝優(yōu)化、提速提效的生產(chǎn)改革一直在南方公司大范圍、持續(xù)性開展。借助智能領(lǐng)先的設(shè)備與工具產(chǎn)品,來最大限度地解決加工效率低、精度不夠、生產(chǎn)環(huán)節(jié)不合理等問題,效果明顯。曾采用傳統(tǒng)分層銑削方式進(jìn)行生產(chǎn)加工的減速器主要零件游星架的窗口結(jié)構(gòu)正是南方公司工藝改革的典型實(shí)例。
效率瓶頸,傳統(tǒng)加工方式急需改善
游星架是減速器中的主要零件,其結(jié)構(gòu)復(fù)雜,大小不一的內(nèi)需鉆孔內(nèi)要安裝齒輪軸等多個(gè)轉(zhuǎn)動件。游星架底部圓柱形結(jié)構(gòu)的外圍有4個(gè)窗口結(jié)構(gòu),需要從實(shí)體形式的毛坯件開始掏空加工,不僅加工余量非常大,其對表面質(zhì)量的要求也十分嚴(yán)格。
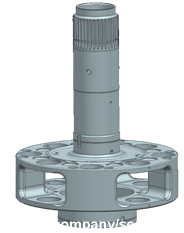
圖1 游星架幾何圖
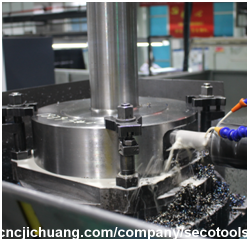
圖2 分層銑削加工
“在以往生產(chǎn)中,對于這個(gè)窗口結(jié)構(gòu),我們采用的是傳統(tǒng)的分層銑削加工形式。這種方法雖然加工穩(wěn)定,表面質(zhì)量得以保證,但是效率相當(dāng)?shù)拖隆!蹦戏焦纠铍p全介紹說,“分層銑削每次加工最多只能深入2毫米,而游星架窗口結(jié)構(gòu)的徑向需切削深度為70余毫米,要完成加工需要在徑向深度方向循環(huán)切削40次。每次循環(huán)中沿窗口銑削一周的時(shí)間是2分鐘,完成單個(gè)窗口加工就需要至少80分鐘。”
另外,如此加工效率讓該零件占用設(shè)備的情況十分嚴(yán)重。車間經(jīng)常出現(xiàn)為了加工游星架這個(gè)零件,而導(dǎo)致其余需要上該設(shè)備的零件排隊(duì)積壓,對生產(chǎn)造成了很大影響。因此,急需對其進(jìn)行工藝改善和效率提升。
工藝改善:整體銑刀 + 動力銑削
傳統(tǒng)分層銑削方式中采用的是切削刃有限的裝刀片式銑刀,每次徑向切削深度僅為2毫米,且無法增大,這也最直接地導(dǎo)致了切削次數(shù)和切削時(shí)間的增加。所以,首先考慮的就是如何加大徑向切削深度的問題。


圖3 分層銑削刀具(裝刀片式)
在深入分析比較后,南方公司決定采用切削深度更大的整體玉米銑刀替換原有的刀片銑刀。同時(shí),零件窗口結(jié)構(gòu)剛開始是實(shí)體毛坯狀態(tài),整體玉米銑刀若要單次直接實(shí)現(xiàn)滿刃切削,則首先需要加工一個(gè)底孔讓刀具能夠伸入零件使切削刃整體接觸到加工面。效率更高、切削力更大的鉆削形式成了最佳選擇。由此,他們基本制定了先采用鉆頭加工底孔,再使用整體玉米銑刀進(jìn)行滿刃切削的加工方式。
在解決了切削深度問題,減少了循環(huán)切削次數(shù)后,南方公司的技術(shù)人員們又開始考慮是否能通過加大進(jìn)給、切深、提高轉(zhuǎn)速等方式增大刀具切削力,從而減少循環(huán)中一周切削時(shí)間。“然而,這種設(shè)想很快就被推翻了。采用整體刀具滿刃切削時(shí)的切削載荷較大,如果直接提高進(jìn)給、切深等加工參數(shù),必然會導(dǎo)致刀具和工件之間的接觸時(shí)間長、切削溫度升高,刀具難以承受則易造成打刀,進(jìn)而影響刀具使用壽命和加工質(zhì)量。” 李雙全繼續(xù)介紹說,“隨后,我們團(tuán)隊(duì)又對編程方式進(jìn)行了反復(fù)的討論和探索,最終找到了能提高切削參數(shù)同時(shí)又能使刀具承受惡劣加工條件的切削方式——動力銑削。”
與傳統(tǒng)加工不同,在動力銑削過程中銑刀是處于一邊自轉(zhuǎn)一邊公轉(zhuǎn)的狀態(tài),減少了接觸角和每轉(zhuǎn)切除量,從而降低了切削力和切削溫度,使刀具能適應(yīng)更惡劣的切削要求;同時(shí),動力銑削實(shí)現(xiàn)了將非連續(xù)加工變成連續(xù)加工,加工穩(wěn)定性更高,因此加工轉(zhuǎn)速、切削等參數(shù)可繼續(xù)提高,從而實(shí)現(xiàn)大余量快速切削。
優(yōu)質(zhì)刀具方案打造極致高效
工藝方案確定后,接下來就是要尋找合適的刀具產(chǎn)品了。整個(gè)提效方案需要4把刀具,首先是用于窗口剛開始加工時(shí)進(jìn)行鉆削加工,形成底孔的大直徑鉆頭;然后是快速銑削去除窗口余量和協(xié)助清除邊角殘留余量的玉米合金銑刀;以及最后用于窗口精加工,保證最后尺寸及表面質(zhì)量的精加工整體合金刀具。
在了解對比了市場上多種刀具品牌后,南方公司最終選擇了擁有完整產(chǎn)品系列且對多種航空零件加工具備豐富經(jīng)驗(yàn)的山高刀具。航空部件的精度要求十分嚴(yán)格并且材料成本非常高,生產(chǎn)過程中的可靠性、安全性至關(guān)重要,南方公司需要的是實(shí)力強(qiáng)大、品質(zhì)可靠的供應(yīng)商。而山高刀具在航空制造領(lǐng)域一直備受好評,其技術(shù)團(tuán)隊(duì)更有著豐富的應(yīng)用經(jīng)驗(yàn),在接觸之初便贏得了南方公司的信任。
針對鉆削工序,南方公司使用了山高刀具新型的 Perfomax 颶風(fēng)鉆,其優(yōu)化的排屑槽,可以實(shí)現(xiàn)最佳的切屑控制和排屑,從而有效提高鉆削參數(shù),實(shí)現(xiàn)高效金屬去除效果,并延長刀具使用壽命。排屑槽所采用的新型“減磨表面”的特殊波形盡可能減少了切屑和排屑槽之間的接觸,使刀具應(yīng)用更為安全可靠。

圖4 Perfomax 颶風(fēng)鉆
“對于整個(gè)方案中最為核心的整體刀具銑削過程,我們制定了兩種刀具配合使用的方案。先使用長度較短的玉米合金銑刀,采用動力銑削方式,快速銑削去除窗口余量,然后用長度稍長的同款銑刀清除上款刀具未能去除的邊角殘留余量。”山高刀具航空航天應(yīng)用經(jīng)理宋永輝對刀具方案進(jìn)行解釋說明,“這兩款刀具是山高JABRO
JHP993系列,非常適合高效率金屬切削加工,它特有的分屑槽設(shè)計(jì),即使在較大切削用量的情況下,也能有效控制切屑。可形成非常小的碎屑,避免了切屑在型腔中難以排出而帶來的刀具折斷風(fēng)險(xiǎn)。另外,該系列刀具采用超細(xì)粉末制成的基體,兼具硬度和韌性,配合多刃的設(shè)計(jì),可實(shí)現(xiàn)更高的進(jìn)給速度,充分發(fā)揮了動力銑削的優(yōu)勢。”
山高的這兩款整體玉米合金銑刀將窗口結(jié)構(gòu)初步加工完成只花費(fèi)了短短10分鐘的時(shí)間,僅是原來分層銑削方式的1/8,大大超出了南方公司的預(yù)期,其加工效果令人驚喜。


圖5 用于動力銑削的玉米合金銑刀
最后,是精加工階段。為了保證良好的表面質(zhì)量、平面度及垂直度,南方公司選擇了適合大切深、小切寬、側(cè)銑加工的522長刃精銑刀,可以有效避免分層加工產(chǎn)生的接刀痕,實(shí)現(xiàn)優(yōu)質(zhì)的壁面光潔度。“該款刀具特有的幾何設(shè)計(jì),還能夠在加工薄壁的情況下,完美解決由于材料剛性不足而產(chǎn)生的讓刀情況。”宋永輝補(bǔ)充說道。

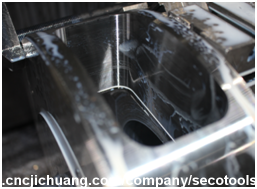
圖6 山高
522 長刃精銑刀確保了優(yōu)質(zhì)的壁面光潔度
“通過采用整體合金銑刀進(jìn)行滿刃切削和動力銑削編程方式的工藝,結(jié)合山高刀具高效優(yōu)質(zhì)的刀具方案,我們成功將游星架窗口結(jié)構(gòu)的加工時(shí)間從原來的80分鐘縮短為14分11秒,效率提升超過80%。”李雙全說道,“這類方法不僅僅優(yōu)化了一個(gè)零部件的加工,它在大余量切削、斷續(xù)切削等工藝領(lǐng)域都有著很大的推廣價(jià)值和借鑒意義。在今后,我們還會將工藝優(yōu)化、效率提升應(yīng)用到更多的零部件加工中。”
山高總部設(shè)在瑞典法格斯塔市,致力于開發(fā)創(chuàng)新的金屬切削解決方案,并與客戶密切合作以全面理解和專注于滿足他們的需求,因此譽(yù)滿全球。我們在 50 個(gè)國家/地區(qū)雇用了
5000 多名員工,并通過培訓(xùn)、發(fā)展和員工認(rèn)同計(jì)劃以及開放的溝通環(huán)境來提升我們團(tuán)隊(duì)成員的能力。我們的員工展現(xiàn)了三個(gè)核心價(jià)值觀 – 熱忱待客、家庭歸屬感和個(gè)人承諾,它定義了我們的經(jīng)營之道以及我們與客戶、供應(yīng)商和其他合作伙伴之間的交往方式。如需了解更多信息,請?jiān)L問 www.secotools.com。